

Nødvendige forhold for å produsere pipettespisser av høy kvalitet
Pipettespisser er de vanligste forsyningene som brukes i laboratoriet.Krever høy dimensjonsnøyaktighet og god konsentrisitet, samtidig krever den indre veggen jevne ingen flytemerker, og spissen er ikke hakk.
La oss forklare prosesspunktene fra produksjonsprosessen:
1 produksjonsmiljøvalg
Spisser bør brukes i molekylær deteksjon, in vitro-diagnose, forhåndsscreening og andre eksperimenter, så pipettespisser er mer miljøkrevende for produksjon, slik som at tilstedeværelsen av fremmede organismer på overflaten av spissene kan påvirke analyseresultatene direkte.For tiden er hundretusen støvfrie verksteder det rutinemessige valget.
2 utvalg av produksjonsutstyr
Spissproduktene har mange hull, dypt hulrom, tynnvegg og rask støpesyklus, som bør ha høy støpeeffektivitet, lav feilrate og langsiktig stabil drift når det gjelder utstyrsvalg, derfor er høyhastighets elektrisk injeksjonsinjeksjonsmaskin overlegent valg, med følgende egenskaper:
*Den høyhastighets elektriske sprøytestøpemaskinen oppfyller kravene til presisjons tynnveggede artikler, og reduserer den stressløftende pipettespissen som dannes av pipettespissen under støping;
*Åpen modus hastighet og presisjon er mer stabile til automatisert manipulator gripe produktposisjon;
*Stabilitet og høyere reproduserbarhet.Motor multikraftsystemet styres av et frittstående system og formen tillater samtidig handling.
3 prosessbetraktninger
De viktigste uønskede fenomenene ved spissprodukter er hodemangel, bøydeformasjon, hode- og munnhårkanter, dimensjonsstabilitet og andre problemer.Som svar på problemene ovenfor, må følgende punkter noteres i selve produksjonsprosessen:
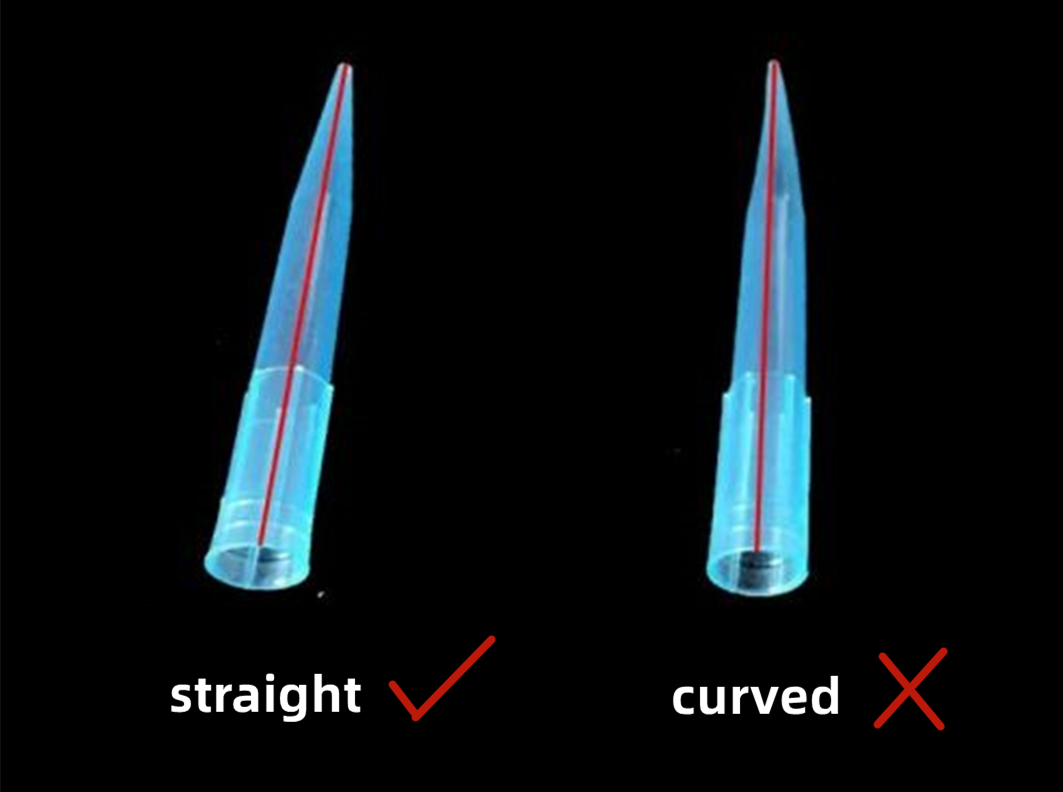
*Rimelig utkastingshastighet.
For raskt vil føre til luftlekkasje og lim i spissen, og gassen kan ikke slippes ut jevnt.For sakte vil føre til store indre belastninger i produktet, produktet er bøyd, og rettheten er ikke nok.Bør gradvis bruke den stigende mold, og produktets status til rasjonell observasjon for å velge.
*Råvarerelatert
① Materialer med bedre flytbarhet ble valgt for verifisering av de underliggende parameterne, noe som gjorde rask fylling av råmaterialer praktisk, valg av rimelig trykk samt beskyttelse av presisjonsmileuses og reduserte sannsynligheten for dårlige fenomener.
② Rimelig temperatur.PP-råvarer tilhører krystallinske materialer for lav temperatur vil føre til utseendet av materialer sakte krystallinske produkter uklare og ugjennomsiktige, produkter blir sprø og andre uønskede fenomener, for høy temperatur vil føre til nedbrytning av råvarenes styrke.
*Rimelig V/P-bytte
For å sikre relativt balansert injeksjon, bør igangkjøring av produktet fylles opp gradvis fra kort utkast, produkter med kort utkast må nøye observere balansen og eksentrisiteten til spissen.Og designe rasjonell V/P-svitsjing.Unngå situasjoner som limmangel på pipettespissen, hårkanter, mangel på retthet, etc.
*Automasjon
① For den automatiske sugehandlingen bør en undertrykksmåler installeres for å overvåke endringsverdien for vakuumstørrelsen, samtidig som det stilles inn et rimelig vakuumområde og utstyrskobling, for å oppnå den unormale handlingen når beskyttelsen av formen og hjelpedeteksjon av produktbrudd .
② Trekk mengden gass fra apparatplaten for å være tilstrekkelig, og ta den større linjen så mye plass som mulig.
③ Holderrørkroppen velger plastmateriale + bufret struktur så mye som mulig.
Innleggstid: Des-08-2022